咨询热线:
138-5100-8208

咨询热线:
138-5100-8208

电 话:13851008208
传 真:0515-83810696
邮 箱:18651208006@126.com
网 址:www.baisidekj.com
地 址:大丰市常州高新区共建东路1号7幢

移动料车厂家常用的热处理炉有电阻炉、煤气炉和油炉。从劳动安全卫生来看。电阻炉易控制,卫生条件也相对较好。1、连云港移动料车为防止热辐射,炉子的炉壁上要加绝热材料,如石棉、硅藻土、矿渣棉、膨胀珍珠岩等;在炉门处采用具有循环冷却水的挡板、门等,或采用空气幕屏等。2、气体、液体燃料炉的喷嘴应排在炉子侧壁,不要排在炉子后壁与炉门相对,以免开炉门时,火焰喷出烧伤工作人员。人工点火不安全,应尽量采用火花点火装置。3、油炉的油箱不允许设在炉顶上,管道系统分叉处要设排气装置及气阀。4、炉子的煤气管道与烟道不得交叉布置,其中要装设保险阀,在发生爆炸时可减少管道内压力。5、电炉一定要做好绝缘防护。6、盐浴炉在加热时能挥发出有害于人体健康的蒸气,因此必须设置抽风装置。7、各种热处理炉一般均应有自动控温装置,它不但保证满足热处理工艺的要求,而且有利于安全生产和改善劳动条件。8、为了安全,各种热处理炉的炉门、炉盖上一般设有联锁装置,打开炉门,炉盖便自动断电。
连云港移动料车为了提高效率并有效降低成本,采用剃齿工艺,工艺路线为:齿坯加工—滚齿—热处理—硬车内孔和端面—成品,即在热处理后不对齿轮进行精加工,关键尺寸、齿轮精度都在热处理过程中保证,移动料车厂家通过分析,该齿轮主要的制造难度在内孔和B端面的热处理畸变,以往的生产过程记录显示B端面的平面度在0.08-0.25mm之间,因齿轮内孔和端面是检验和安装基准,内孔和端面的超差直接安装后差速器异响的问题较突出。因此,控制内孔的热处理畸变及端面的平面度是剃齿工艺成功的关键。1.对于不能成批定型生产的,工件大小不相等的,种类较多的,多用炉厂家要求工艺上具有通用性、多用性的,可选用箱式多用炉。2.加热长轴类及长的丝杆,管子等工件时,可选用深井式电炉3.小批量的渗碳零件,可选用井式气体渗碳炉。4.对于大批量的汽车、拖拉机齿轮等零件的生产可选连续式渗碳生产线或箱式多用炉。5.对冲压件板材坯料的加热大批量生产时,最好选用滚动炉,辊底炉。6.对成批的定型零件,生产上可选用推杆式或传送带式电阻炉(推杆炉或铸带炉)7.小型机械零件如:螺钉,螺母等可选用振底式炉或网带式炉。8.钢球及滚柱热处理可选用内螺旋的回转管炉。
推荐移动料车主要是用来给各种工件进行加热的设备,并且它的使用范围非常的广泛,工业贯通式推杆燃气炉的最高温度可以达到1500摄氏度,它的灵敏精度可以有5摄氏度的误差,连云港移动料车的炉膛尺寸可以依据客户具体的需求进行专门的定制设计制造。工业贯通式推杆燃气炉的引燃是使用天然气作为燃料的,是通天燃烧嘴燃烧的方式进行均匀的加热。工业贯通式推杆燃气炉的炉衬是使用耐火砖纤维元素,它的耐火性能非常的好。并且工业贯通式推杆燃气炉炉门是使用电动的方式进行降温处理的,其主要的控制方式是使用智能控制系统,可以实现软件编程管理。工业贯通式推杆燃气炉的主要结构由以下几个部分:炉体部分、炉门及立柱部分、炉门传动系统、推杆机构、排烟装置、燃烧系统及管路、控制系统等。

移动料车厂家为了缩短氮化周期,并使氮化工艺不受钢种的限制,在近年间在原氮化工艺基础上发展了软氮化和离子氮化两种新氮化工艺。这也是氮化炉价格有高有低的原因。软氮化实质上是以渗氮为主的低温氮碳共渗,钢的氮原子渗入的同时,还有少量的碳原子渗入,其处理结果与一般气体氮化相比,渗层硬度较氮化低,脆性较小,故称为软氮化。连云港移动料车是具有氮化处理的设备,具有处理温度低,时间短,工件变形小的特点,具有高疲劳极限和良好的耐磨性。氮化处理是指一种在一定温度下一定介质中使氮原子渗入工件表层的化学热处理工艺。经氮化处理的制品具有优异的耐磨性、耐疲劳性、耐蚀性及耐高温的特性。

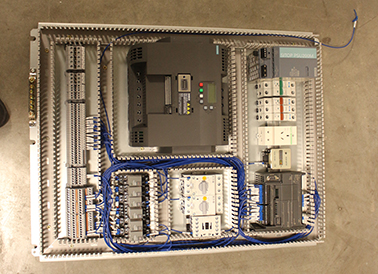
移动料车厂家温控系统和控制柜介绍:1.连云港移动料车适合进行淬火、回火、退火、正火等各种热处理工艺,控温精度高,工艺程序全自动化运行。2.执行元件为国内高端品牌双向可控硅,无触点链接汉口电炉系列微电脑控温仪,具有无机械触点、完全无噪音、使用寿命长等优点。3.控制柜能够在额定条件下正常工作,每天24小时连续运行4.热处理炉控制柜配置有多通道蓝屏无纸记录仪,可直接与上位机通讯,便于控制室工作人员集中管理,通过电脑即可实时监测热处理工艺数据。5.控温精度±1℃。6.控制柜内金属表面温升≤30℃,绝缘体表面温升≤40℃。7.对热处理炉的操作,控制柜具有全面的安全装置。包括超温报警灯,台车进到位限位器,炉门升到顶限位器、炉门完全关闭限位器,炉门打开时自动停止加热等完备功能。

多用炉为什么可以实现高质量渗碳?移动料车厂家来给您介绍下:1.对于不能成批定型生产的,工件大小不相等的,种类较多的,要求工艺上具有通用性、多用性的,可选用箱式多用炉。2.加热长轴类及长的丝杆,管子等工件时,可选用深井式电炉。3.小批量的渗碳零件,可选用井式气体渗碳炉。4.对于大批量的汽车、拖拉机齿轮等零件的生产可选连续式渗碳生产线或箱式多用炉。5.连云港移动料车对冲压件板材坯料的加热大批量生产时,最好选用滚动炉,辊底炉。6.对成批的定型零件,生产上可选用推杆式或传送带式电阻炉(推杆炉或铸带炉)。7.小型机械零件如:螺钉,螺母等可选用振底式炉或网带式炉。8.钢球及滚柱热处理可选用内螺旋的回转管炉。9.有色金属锭坯在大批量生产时可用推杆式炉,而对有色金属小零件及材料可用空气循环加热炉。

地址:大丰市常州高新区共建东路1号7幢
电话:138-5100-8208
邮箱:18651208006@126.com

扫一扫关注我们

