咨询热线:
138-5100-8208

咨询热线:
138-5100-8208

电 话:13851008208
传 真:0515-83810696
邮 箱:18651208006@126.com
网 址:www.baisidekj.com
地 址:大丰市常州高新区共建东路1号7幢

南京链带炉温度三种现象:一般过热:热处理加热温度过高或在高温下保温时间过长,引起奥氏体晶粒粗化称为过热。粗大的奥氏体晶粒会导致钢的强韧性降低,脆性转变温度升高,增加淬火时的变形开裂倾向。而导致过热的原因是炉温仪表失控或混料(常为不懂工艺发生的)。环保链带炉过热组织可经退火、正火或多次高温回火后,在正常情况下重新奥氏化使晶粒细化。断口遗传:热处理有过热组织的钢材,重新加热淬火后,虽能使奥氏体晶粒细化,但有时仍出现粗大颗粒状断口。产生断口遗传的理论争议较多,一般认为曾因加热温度过高而使MnS之类的杂物溶入奥氏体并富集于晶界面,而冷却时这些夹杂物又会沿晶界面析出,受冲击时易沿粗大奥氏体晶界断裂。粗大组织的遗传:有粗大马氏体、贝氏体、魏氏体组织的钢件重新奥氏化时,以慢速加热到常规的淬火温度,甚至再低一些,热处理炉奥氏体晶粒仍然是粗大的,这种现象称为组织遗传性。要消除粗大组织的遗传性,可采用中间退火或多次高温回火处理。

链带炉公司介绍下多用炉的生产管理及车间制度:1.建立交接班制度,南京链带炉因其连续生产的性质,生产操作有集体性质,需要操作工有较高的协作精神和责任心来完成工作任务。以渗碳产品为例,一炉产品从装料→清洗→渗碳淬火(或缓冷二次加热淬火)→清洗→回火→金相硬度检验→卸料装箱,要完成整个过程,要经历2~3个班次,每一步的工作都会对下一步乃至整炉产品质量有影响。对人员较多的车间因为人员素质差异,就需要完善相应的管理办法激励员工积极性,落实责任制。常见小故障自己要会处理。2.设备监控,热处理设备各类仪器仪表、流量计较多,管道复杂,设备自动化程度高,温度、碳势、电流、电压、介质流量、动作控制等各类信号通过相应的控制元件传递到控制面板或计算机,软件上有故障报警信号或警铃、警灯闪烁警示,当班人员须及时发现并做相应处理。

链带炉公司碳势控制异常的解析:南京链带炉主要用于产品的渗碳淬火工序,生产过程为编订工艺程序后设备按照程序自动化生产,温度可由热电偶直接测量,而气氛碳势则无法直接测量,其测量值为多项参数通过计算得出,参数的变化可能导致碳势测量值与真实值间较大的偏差,进而导致炉内碳势失控,严重威胁产品质量。气体渗碳的气氛一般主要由N2COH2组成,同时含有微量 的CO2H2OO2CH4等,这些气体在高温下和钢以及其中碳 化物发生不同的化学反应,各种气体之间也将发生某些化学反应。可以想象其中的反应必然十分复杂,需要具体分析才能做好气氛控制。如果多用炉不论用什么工艺渗碳,从金相组织看碳势都很高,比如用 920度180分钟1.05碳势强渗,80分钟0.85碳势扩散,840度30分钟淬火,碳化物为6级,炉子一个星期烧了4次碳,也没有明显的效果,氧碳头清洗烧碳也没有解决问题。

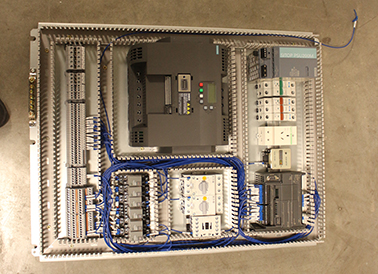
链带炉公司温控系统和控制柜介绍:1.南京链带炉适合进行淬火、回火、退火、正火等各种热处理工艺,控温精度高,工艺程序全自动化运行。2.执行元件为国内高端品牌双向可控硅,无触点链接汉口电炉系列微电脑控温仪,具有无机械触点、完全无噪音、使用寿命长等优点。3.控制柜能够在额定条件下正常工作,每天24小时连续运行4.热处理炉控制柜配置有多通道蓝屏无纸记录仪,可直接与上位机通讯,便于控制室工作人员集中管理,通过电脑即可实时监测热处理工艺数据。5.控温精度±1℃。6.控制柜内金属表面温升≤30℃,绝缘体表面温升≤40℃。7.对热处理炉的操作,控制柜具有全面的安全装置。包括超温报警灯,台车进到位限位器,炉门升到顶限位器、炉门完全关闭限位器,炉门打开时自动停止加热等完备功能。
链带炉公司给大家介绍下多用炉温度均匀性测量方法,根据实际提出实验方案:标准9点测温,无线采样周期为2 秒,测试总时间3小时。链带炉公司测试结果与分析 :a)炉膛前左上部(测试点6),处于平均温度,接近设定温度;b)炉膛前左下角(测试点4),温度保持较低,和设定值相比,平均相差-8℃。后右上角(测试点10),温度也较低,和设定值相比,平均相差-6℃。c)炉膛后左下角(测试点8),温度保持较高,和设定值相比,平均相差+4℃。d)其余测试点的温度,和设定值比较接近,温差在-2℃至+0.5℃之间议:略微调整炉膛前左下部和后右上部加热温度参数(或加热器位置等),使之温度略微升高略微调整炉膛后左下部加热温度参数(或加热器位置等),使之温度略微降低。

多用炉为什么可以实现高质量渗碳?链带炉公司来给您介绍下:1.对于不能成批定型生产的,工件大小不相等的,种类较多的,要求工艺上具有通用性、多用性的,可选用箱式多用炉。2.加热长轴类及长的丝杆,管子等工件时,可选用深井式电炉。3.小批量的渗碳零件,可选用井式气体渗碳炉。4.对于大批量的汽车、拖拉机齿轮等零件的生产可选连续式渗碳生产线或箱式多用炉。5.南京链带炉对冲压件板材坯料的加热大批量生产时,最好选用滚动炉,辊底炉。6.对成批的定型零件,生产上可选用推杆式或传送带式电阻炉(推杆炉或铸带炉)。7.小型机械零件如:螺钉,螺母等可选用振底式炉或网带式炉。8.钢球及滚柱热处理可选用内螺旋的回转管炉。9.有色金属锭坯在大批量生产时可用推杆式炉,而对有色金属小零件及材料可用空气循环加热炉。

地址:大丰市常州高新区共建东路1号7幢
电话:138-5100-8208
邮箱:18651208006@126.com

扫一扫关注我们

